我们为您呈现了一部精彩绝伦的【朝阳】【本地】PE双壁波纹管_热熔焊接PE管甄选好厂家产品视频,让您感受产品的独特之处。
以下是:【朝阳】【本地】PE双壁波纹管_热熔焊接PE管甄选好厂家的图文介绍

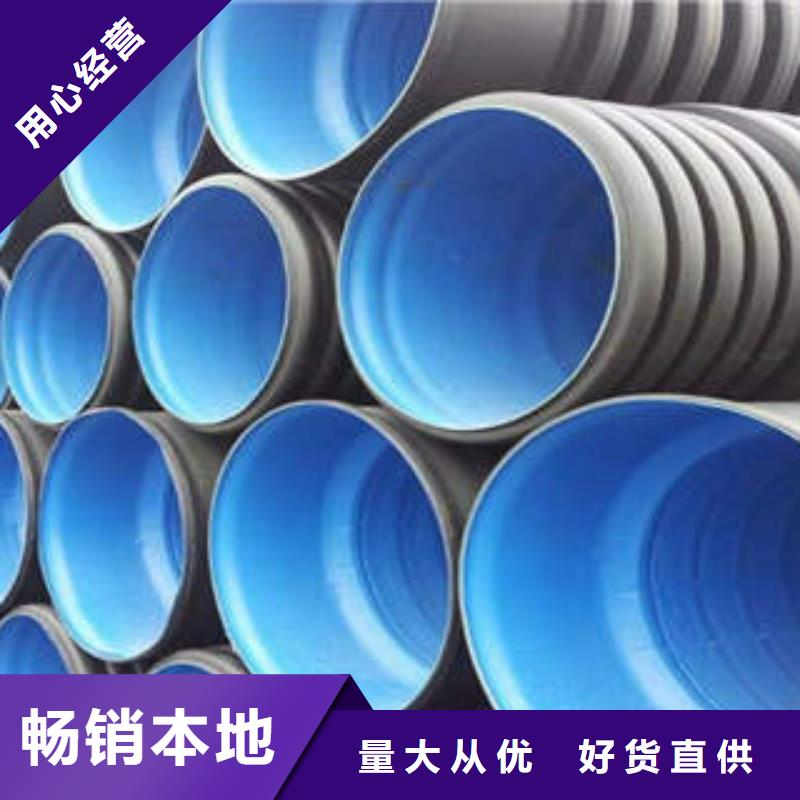
HDPE双壁波纹管有哪几种规格?HDPE双壁波纹管是一种外壁是环状结构、内壁光滑的管材,近几年在小区、市政建设中得到了广泛的应用。由国外引进到国内,经过多年的发展,在产品型号、规格、用途上已经非常完善,是给排水用料中普遍的管材。HDPE波纹管规格:DN200mm,DN300mm,DN400mm,DN500mm,(1)HDPE双壁波纹管的结构属于外壁中空式,(2)中空壁就结构缠绕管连接方式是对接式,而双壁波纹管的连接方式是承插式。排水管材有对接式、承插式、胶粘式、哈扶节等连接方式。(3)接口作业时应先将承口和插口内外工作清理干净,(4)插口的中,心轴线必须对准承口的中,心轴线。(4)UPVC加筋管常规长度是63米、有效长度是6米。
HDPE双壁波纹管施工与连接方法:根据京创管业工程师的多年经验,下面来谈谈HDPE双壁波纹管的的施工与连接方法:管材使用安装前,应仔细检查在装卸运输过程中有无损伤,如发现破损裂口、变形等缺陷管材,应及时剔除。检查井与管道连接宜采用柔性填料密封的柔性接头,具体构造按设计要求进行。开挖沟槽、做基础应注意:沟槽槽底宽宜按管材外径加0.6m采用。沟槽开挖时应做好排水措施,防止槽底受水浸泡。管道基础必须采用砂砾垫层,对一般土质地基的,厚度为0.1m;对软土地基,厚度不小于0.2m,具体做法按设计要求。基础应夯实,表面要平整。管道基础的接口部位应预留凹槽以便接口操作。凹槽长度宜为0.4-0.6m。
深度宜为0.05m-0.1m,宽度宜为管材外径的1.1倍。下管槽深不大时,可由人工抬管入槽,槽深大于3m时,可用非金属绳溜管入槽。严禁用金属绳索勾住两端管口或管材自槽边翻滚入槽内。接口作业橡胶安装位置应在插口第二与第三波纹之间槽内,安装密封圈的数量视设计要求而定,当采用两只密封圈时建议两密封圈之间隔一个波纹。接口前应先将承口插口内外表面清理干净,在插口套入密封圈,并在承口内工作面和橡胶圈表面涂上润滑剂(一般用肥皂水即可),插入方向为水流方向,对准承口中心线用人力或设置木档板用橇棍将被安装的管材徐徐插入承口内直至底部。接口完成后,随即用相同土质把预留凹槽入填筑密实。承插口管安装应将插口顺水流方向。
HDPE双壁波纹管具有优异的化学稳定性、耐老化及耐环境应力开裂的性能。由其为原材料生产出来的HDPE双壁波纹管属于柔性管。抗外压能力强,外壁呈环形波纹状结构,大大增强了管材的环刚度,从而增强了管道对土壤负荷的抵抗力,在这个性能方面,HDPE双壁波纹管与其他管材相比较具有明显的优势。工程造价低,在等负荷的条件下,HDPE双壁波纹管只需要较薄的管壁就可以满足要求。因此,与同材质规格的实壁管相比,能节约一半左右的原材料,所以HDPE双壁波纹管造价也较低。这是该管材的又一个很突出的特点。施工方便由,于HDPE双壁波纹管重量轻,搬运和连接都很方便,所以施工快捷、维护工作简单。在工期紧和施工,条件差的情况况下。其优势更加明显。


润星电力管材有限公司凭借具有先进水平的施工设备,采用“工程直销”式销售格局,为客户提供 朝阳地埋穿线电缆保护管、,形成了以生产、销售、维护一体化企业经营特色。我公司兼承“信、和、实、严”的企业精神,坚持“创新优先、用户满意”的核心理念,正以科技创新和机制创新为动力,向多元化、国际化、高科技型现代企业的目标前进,为美化生产、生活环境做出新贡献。



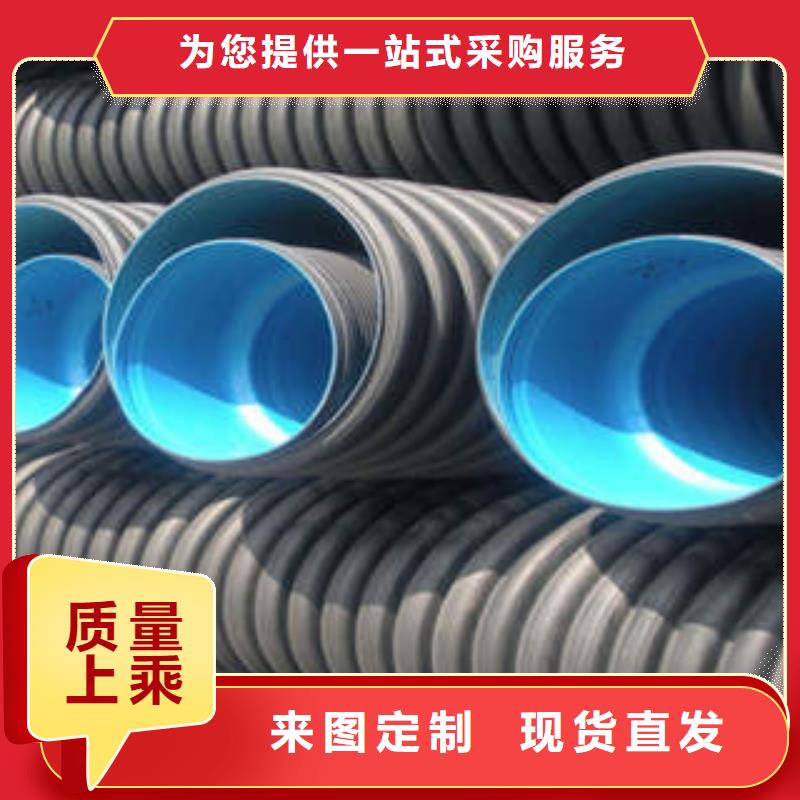
PE双壁波纹管热熔连接前、后,清洁焊接表面和加热工具。焊接表面污物应用洁净棉布擦净,加热工具上的聚乙烯残留物只能用木质刮刀切除。检查对接焊机是否与管材直径和规定的对接焊周期匹配。热熔连接加热时间和加热温度应符合热熔连接工具生产厂家和管材、管件生产厂家的规定,对接焊温度通常在200℃——235℃之间。热熔连接保压、冷却时间,应符合热熔连接工具生产厂家和管材管件生产厂家的规定,在保压、冷却时间不得移动连接件或在连接件上施加外力。电热熔接性:采用专用电热熔焊机将直管与直管、直管与管件连接起来。一般多用于160mm以下管。
PE双壁波纹管热熔对接连接:采用专用的对接焊机管道连接起来,一般多用于160mm以上管。钢塑连接:可采用法兰、螺纹丝扣等方法连接,为方便施工和保证施工质量、还应准备相应的工具。耐化学腐蚀性好:HDPE管道可耐多种化学介质的腐蚀,土壤中存在的化学物质不会对管道造成任何降解作用。聚乙烯是电的绝缘体。耐老化,使用寿命长:含有2-2.5%的均匀分布的碳黑的聚乙烯管道能够在室外露天存放或使用50年,不会因遭受紫外线辐射而损害。耐磨性好:HDPE管道与钢管的耐磨性对比试验表明,HDPE管道的耐磨性为钢管的4倍。在泥浆输送领域,同钢管相比,HDPE管道具有更好的耐磨性,这意味着HDPE管道具有更长的使用寿命和更好的经济性。
PE双壁波纹管可挠性好:HDPE管道的柔性使得它容易弯曲,工程上可通过改变管道走向的方式绕过障碍物,在许多场合,管道的柔性能够减少管件用量并降低安装费用。水流阻力小:HDPE管道具有光滑的内表面,其曼宁系数为0.009。光滑的表现和非粘附特性保证HDPE管道具有较传统管材更高的输送能力,同时也降低了管路的压力损失和输水能耗。搬运方便:HDPE管道比混凝土管道、镀锌管和钢管更轻,它容易搬运和安装,更低的人力和设备需求,意味着工程的安装费用的大大降低。多种全新的施工方式:HDPE管道具有多种施工技术,除了可以采用传统的开挖方式进行施工外,还可以采用多种全新的非开挖技术如顶管、定向钻孔、衬管、裂管等方式进行施工,这对于一些不允许开挖的场所,是很好的选择,因此HDPE管道应用领域更为广泛。
PE双壁波纹管的地基选择应该选择无盐类与无尖硬的原土层,如果地基存在上述的情况,应该需要对地基铺垫细土或者细沙,以确保PE管免受到外物的破坏和腐蚀。波纹管的敷设应该避免选择不均匀沉降的地段,如果规划的线路存在着不均匀沉降,那么应该对管道地基进行防沉降处理,以避免因为地基沉降而导致管道破裂。在敷设过程中,应该遵循蛇行敷设原则,敷设过程中要确保管段上尽量没有承插接头,无缝隙,并且要确保管道的弯曲半径符合相关标准,如果管段上有承插接头时,不应小于125D。在对接焊机上夹紧管材和管件的焊口,清洁端口。


公司主要产品有PE管材;PE塑料桶;橡胶树防雨帽系列产品;电缆填充绳;PVC黑膜;吸塑包装盒;PP快速连接管件;PE热熔管件;塑料大桶;香精桶;食品级包装桶;防雨帽;。做高品质塑胶产品的领导者和实践者,愿与君合作共赢,共创美好明天。公司是UPVC管材、UPVC管件、阀门、环保型pvc排水管、耐压pvc排水管、CPVC管材、PVC-M等产品专业生产加工的公司,拥有完整、科学的质量管理体系。公司的诚、实力和产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。PVC管排水管是以卫生级聚氯乙烯(PVC)树脂为主要原料,加入适量的稳定剂、润滑剂、填充剂、增色剂等经塑料挤出机挤出成型和注塑机注塑成型。
HDPE双壁波纹管在发展在过程中,出现的一些问题,具体如下:问题之一,产能过剩,HDPE双壁波纹管市场竞争激烈。早在2011年,国内塑料管材总产能1700余万t,至今年,生产厂家扩大到5000余家。产能严重过剩的同时,市场竞争激烈让大量中小企业倒闭,2013年浙江、山东等地一些传统劣质塑料管集中生产区域,出现了倒闭潮。问题之二,管道行业肆虐。塑料管道特别是HDPE双壁波纹管担负着为国民经济提供优质生产资料和为广大消费者提供可靠生活资料的重担。产品的卫生、使用寿命等事关广大消费者的生命财产。大量作坊企业在 监管缺乏、消费者品牌意识不强的时期,靠生产假冒伪劣生存。被后,民众对于塑料管的产品质量与卫生安全性能的忧虑将促使行业进行转型。
成型管坯用熔料温度偏高,使熔料成型困难。应适当降低熔料温度。①熔融料温度偏低,原料塑化不全面,应适当提高机筒和模具的工艺温度。②冷却水温度偏高,应降低冷却水温度。③管坯定型平直段长度不足,定径压力小,应改进模具结构尺寸。①成型管材用原料配方中碳酸钙加入比份过高或润滑剂的加入比份不合理,在原料中适当加入一些丙烯酸类树脂加工助剂,以提高熔料的凝胶率。②原料中水分或杂质含量超标,应对原料进行干燥处理或更换。③成型管坯模具内压力不足,使管壁成型质量差,应改进模具结构。④成型管的熔料温度控制不稳定,偏高或偏低的熔料温度都易使管定型后发脆,意塑化熔料的温度不要忽高忽低温度差过大。①成型模具内熔料温度偏低。应适当提高成型模具温度。
②原料中润滑剂比份过大,应适当降低润滑剂的加入量。③管坯冷却过快,两层料熔接不牢,注意适当调慢管坯冷却速度。①成型管内壁面的芯棒上有划伤痕或有残料黏附在工作面上,应修光划痕或除净芯棒工作面上残料。②有润滑剂粘在冷却定型套上,应及时调整原料配方中润滑剂的加入量,①管的内壁成型用空气压力过高或外层用成型空气压力不足,造成管壁出现裂纹或波浪纹。应适当调整管壁成型用空气的压力。②成型模具内的压缩比偏小,造成分流锥支架筋处的熔料汇合接缝熔合强度低,易产生裂纹。应适当提高模具内结构对熔料的压缩比。2)内模温度低,内芯模加热体、螺杆温度低,3)内模温度高、水温高,6)配方不合理或原辅材料不合格。重新检查原辅材料及调正配方体系中内外润滑剂比例。








 扫一扫
扫一扫