想要更直观地感受(山东)(当地)水下水下焊接口碑公司产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:山东(山东)(当地)水下水下焊接口碑公司的图文介绍
(当地)水下水下焊接口碑公司")
(当地)水下水下焊接口碑公司")
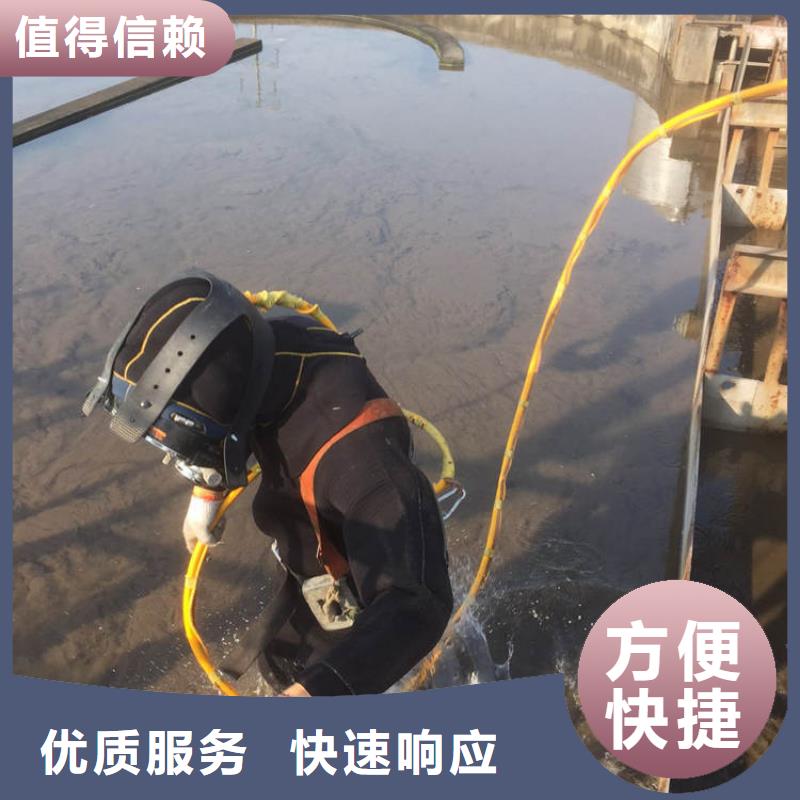
为确保员工包括潜水员、电话员、信绳员等都需要有可靠的潜水员进行但热操作,禁止非正式潜水员代替。工程潜水作业开始后,潜水作业船只应悬挂信号旗,夜间作业时应悬挂信号灯,保证照明作业良好。 1、在潜水作业的水底行动中,如果发现与作业无关的障碍物、深坑和深洞,应绕行。如果不能绕行,需要从障碍物上方经过。超过障碍物后,需要仔细检查清理信号绳和软管。进坑进洞时,需要先脚后身,随时向水面说明情况。 水下作业 2、清理信号绳、软管和移动绳,区分好方向和水流,并指示水面到达工作地址或沿移动绳移动。在有流状态下,一般应顶流或或侧流动作,如流急也可采用侧退动作,通常禁止顺流而下。潜水员着底后适当增加通风量。水下作业时,注意头盔不要低于胸部。 3、潜水员在水下工作时,应经常与水面电话员联系。电话产生毛病时,可用信号绳联络。当电话和信号绳均产生毛病时,可用供气管联络,并应当即出水。潜水员需要严格执行水面电话员的指令。遇到危险或故障时,应立即通知水面电话员,一起坚持镇静,设法自救或等待水面潜水员协作解救。 4、潜水作业船应避开起重船的船缆活动规模。禁止悬挂物在空中超过潜水作业船。潜水员在水下设备作业中,需要在部件稳定后才能进入作业点,坡面设备必须从上坡靠近部件。
(当地)水下水下焊接口碑公司")
(当地)水下水下焊接口碑公司")
(当地)水下水下焊接口碑公司")
水下施工工程是指利用技术手段将沉船或其他物体从水下抬起的全过程。它受天气、气候 、水温、水下环境和流速等多种因素的影响,具有一定的特殊性。 为了克服这些客观的缺陷,使普通水下工程能够顺利进行,潜水员须依靠各种潜水设备来完成任务。适应性是水下打捞作业中的一个重要因素。 如遇紧急情况,水下救援公司须对原计划或方案作必要的调整和修改,以确保工作正常进行和自身安全。 水下打捞 海底打捞是指在一定深度将物体 、沉船等水下物体救起。 通常情况下,潜水员须进入水中,对水下物体的大小、重量和位置进行测量。 潜入水中时出现耳鸣 、耳痛等现象非常普遍。
(当地)水下水下焊接口碑公司")
1、水下堵漏工程项目开始前,工程部和工程项目经理必须出示任务书,经相关领导批准后,分发工程部、质检部、经营部、安全部等部门。 2、根据规范、工程图纸、设备特征及甲方规范,工程项目经理向各施工队做好一级技术交接,施工队技术负责人做好上述技术文件。 3、施工队项目负责人在开工前根据上述技术文件向各组提交二级技术。 4、施工队接收原材料时,须同时向材质供应单位提交材质合格证,合格。 水下打捞是比较繁杂的水下工程,需要团队之间的合作,只有各关节充分合作才能顺利进行工作,如果其中的任一环节发生问题,任务中产生意外的可 能性很高,团队合作对水下打捞作业很重要。
(当地)水下水下焊接口碑公司")
(当地)水下水下焊接口碑公司")
水下焊接特点 (1) 水下环境对焊接过程的影响 水下环境使得焊接过程比陆上焊接复杂得多,除焊接技术本身外,还涉及到潜水作业技术等诸多因素。 1) 能见度差 由于水对光线的吸收、反射、及折射等作用,使光线在水中的传播能力显著减弱,只及在大气中的千分之一左右。采用湿法水下焊接或国外通常用的局部干法焊接时, 电弧周围产生气泡的影响,潜水焊工很难看清焊接熔池状态,妨碍了焊接技术的正常发挥。 2) 急冷效应 海水的热传导系数较高,约为空气的 20 倍左右。即使是淡水,其热传导系数也为空气的个几倍。若采用湿法或局部干法水下焊接时,被焊工件直接处在水中,水对焊缝的急冷效应极明显,容易产生高硬度的淬硬组织。只有采用干法焊接时,才能避免急冷效应。 3) 增加了焊缝含氢量 湿法水下焊接时,电弧周围的水被电弧热分解产生大量的氢和氧,使电弧气氛中φ(H) 高达 62 %~ 82 %,则熔池中溶解或吸附大量的氢。致使焊缝金属含氢量达 20 ~ 70mL / 100g 的范围内,高于陆上焊接的数倍 。 高压干法水下焊接时,虽然工件不直接处在水中,但电弧气氛压力高,氢的溶解度大,也比陆上相同焊接方法焊接的焊缝含氢量高 。只有常压干法水下焊接与陆上焊接相似。
(当地)水下水下焊接口碑公司")
(当地)水下水下焊接口碑公司")
(当地)水下水下焊接口碑公司")
盛龙水下堵漏封堵切割打捞焊接作业工程有限公司是一家集生产、销售为一体的综合型企业,旗下生产销售 水下打捞公司、系列产品;公司自成立以来,质量上乘的产品,实实在在的价格,周到细致的服务,受到客户的认可。以“信誉求发展”以“质量求生存”,是公司一贯的经营理念。公司将循序渐进,继往开来,为广大新老客户呈现优良的 水下打捞公司、产品。
(当地)水下水下焊接口碑公司")
(当地)水下水下焊接口碑公司")
水下切割与气流造粒机及喷水造粒机原理非常相似,不同的是水下切割在施工时有一股平稳的水流流过模面,与模面直接接触。切粒室的大小足以使切粒刀在不限制水流的情况下自由旋转到模面上。熔融聚合物从口模挤出,旋转刀切割粒料,粒料被经过调温的水带出切粒室而进入离心干燥器。在干燥器中,水被排回储罐,冷却和回收;颗粒通过离心干燥器去除水分。 水下切割需使用热分布均匀并有特殊绝热设施的口模。小型切粒刀采用电热;大型切粒刀需采用油热或蒸汽加热的口模。工艺用水通常加热到Z高温度,但其热量不足以对颗粒的自由流动产生有害影响。水下切割用于大多数聚合物,有些型号可以达到22679.62kglh的造粒能力。 在低粘度或粘合聚合物切粒时,水流过口模表面的方法是一大优势,但是对于一些聚合物如尼龙和某些品牌的聚酯这一特性会导致口模冻结。其他优点是:因为在熔融状态下切粒,水起到声障作用,噪音低;与冷切系统相比,切粒刀更换次数较少。
(当地)水下水下焊接口碑公司")
(当地)水下水下焊接口碑公司")
(当地)水下水下焊接口碑公司")






 扫一扫
扫一扫